
MAC EDDY CURRENT PRODUCTS
MAC eddy current inspection systems incorporate computer based test instruments and test coils. The test coils interact with the material under test and provide data which is processed and analyzed by the instrument. MAC uses two general types of eddy current test coil technologies: Encircling and Sector Coils, and Spinning or Rotary Probe Coils.
ENCIRCLING AND SECTOR EDDY CURRENT COIL TESTERS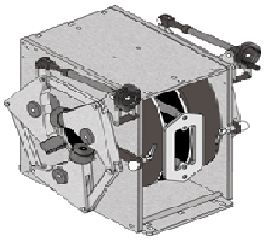
In encircling/sector coil technology, the product under test passes thro
ugh or adjacent to an electrical test coil which has been excited by an alternating current. This induces a flow of eddy currents around the test material, or, in the case of a sector coil, in the area under the coil. Short, intermittent anomalies or flaws cause a variation in the eddy current pattern which the instrument detects. Absolute, differential, or combinations of both coils are available.
Typical applications for encircling/sector eddy current test sensors are:
- Detect short surface and some subsurface defects, on or off-line, in magnetic and non-magnetic wire, bar and tube
- Inspect welded tube for short ID or OD defects in the weld zone or on the full circumference
- Test uniform cross sectional material, including squares, rectangles, hex and round
- Inspect small diameter wire or tube for short defects
- Check continuity and locate welds in single and multi-conductor insulated wire and cable
EDDY CURRENT ROTARY PROBE TESTERS
In rotary probe technology, the product under test moves longitudinally through the rotating test probes resulting in a helical search pattern. As the probe passes over a defect, variations in 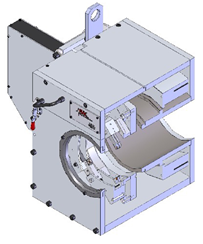 the induced eddy current pattern are detected. The minimum flaw length which can be consistently detected is a function of the rotary speed of the probe and the throughput speed of the material. Similar results can be obtained by holding the test probe stationary and rotating the material past the probe.
the induced eddy current pattern are detected. The minimum flaw length which can be consistently detected is a function of the rotary speed of the probe and the throughput speed of the material. Similar results can be obtained by holding the test probe stationary and rotating the material past the probe.
- Continuously variable high speed rotaries (1800 6000 RPM)
- Multi-probe headplates to detect shorter defects without sacrificing throughput speed
- Rotary testing is the method of choice for detecting seam type surface defects in non-magnetic and magnetic grades of wire and bar
- Rotary mechanics for up to 7-1/2 inch (191mm) diameter material
- The MultiMac eddy current instrumentation operates with MAC rotaries where long, continuous defects may not be adequately detected by encircling test coils
Typical applications for rotary test sensors are:
- Detect seam type surface defects in cold drawn wire or cut length bar stock
- Inspect in line with continuous wire operations such as wire drawing, parts forming, re-spooling, or straight and cut
- Inspect cut lengths, usually off-line
- Test parts, such as small shafts and bearings for longitudinal surface defects
MAC Eddy Current Equipment

MULTIMAC
 MINIMAC
MINIMAC

PROMAC
